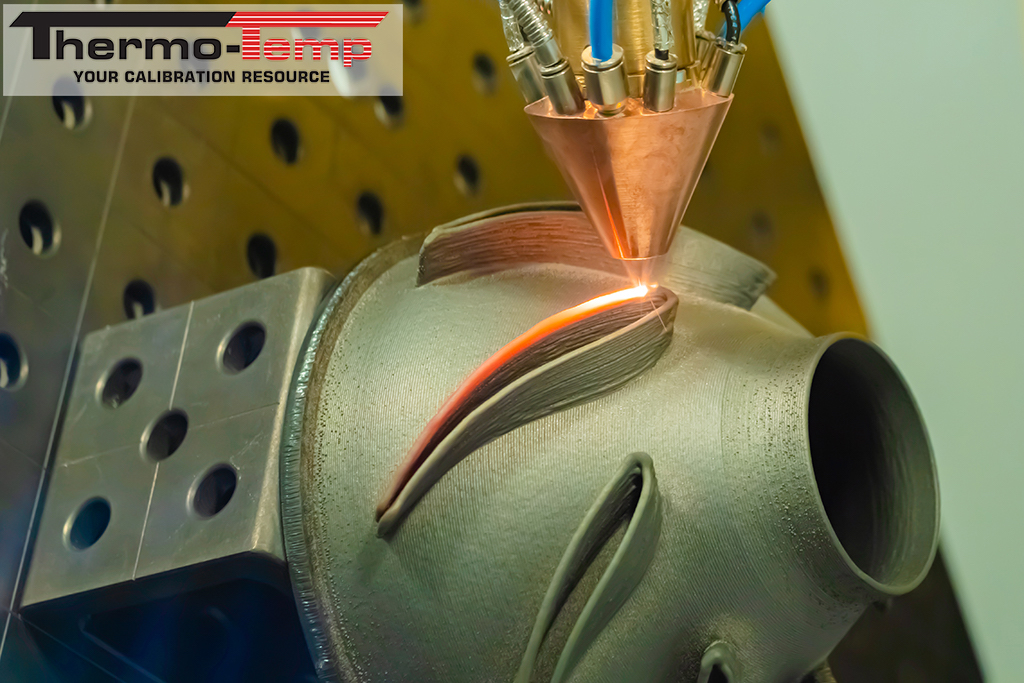
Additive Manufacturing (A.M.) is one of the biggest advancements in metals manufacturing since the iron age. It was clear in the recent Houston ASM Seminar on Additive Manufacturing, “Additive Manufacturing: Achievements and Standards of a Fascinating New Technology,” that A.M. is a relatively new field (as metals go) that has tremendous potential to change the face of design and manufacturing. Engineering will see its hands freed of many manufacturing and materials constraints formally dictated by machining limitations. This unfettered flexibility leads to new requirements for heat-treatment as well as new challenges in hardness testing.
The freedom from traditional subtractive manufacturing considerations means that there are now any number of new tools and machines possible. Engineers now have freedom from draft angles on forging dies and casting molds, almost unlimited freedom in providing coolant or lubrication passages, and almost inconceivable reductions in the weight of complicated valves, manifolds, and other machine parts.
Some of the techniques allow single steel parts to consist of different alloy compositions throughout the cross-section of the component by altering the mixture of alloy in the material being applied, optimizing the properties of various alloys within the same part in specific areas.
As the field continues to advance, larger parts of heavier cross-sections will be possible. Those heavier cross-sections may not exhibit the same properties as smaller parts though, in part due to the mass effect on cooling of the material after deposition. Traditional heat treatment will likely have a role in optimizing the properties of these more massive products. Both captive and commercial heat treaters would be well advised to wade into the A.M. pool early and be participants in the development of new A.M. technologies, parts, and thermal processes. Thermo-Temp is staying abreast of these developments and provides consultation in these areas.
Though commonly prescribed to producers of A.M. products, vacuum furnaces are not the only option for many of the A.M. thermal process requirements. While it is true that a vacuum furnace typically produces the best surface finish, particularly on high-temperature processes, it is also true that vacuum furnaces are very expensive to purchase and maintain. A.M. manufacturers may be able to save hundreds of thousands of dollars by doing their homework upfront and enlisting a thermal processing consultant, such as Thermo-Temp, to help determine the processes they are likely to need for their product type.
New challenges for hardness testing arise with the changes in geometry of parts being produced. Conventional manufacturing configurations often produce flat, parallel surfaces on opposite faces of parts. These conventional designs also frequently have ‘non-critical’ areas where the heat-treated surface can be prepared and hardness tested without fear of causing distortion or minimum wall thickness violations. Engineers may need to learn about hardness testing so that they can allow locations for the non-destructive hardness test to verify the quality of their product. A little forethought, previously unnecessary, may save expensive parts from either testing damage or rejection due to the inability to hardness test parts reliably.
Thermo-Temp provides application analysis for your additive manufacturing hardness testing needs.
Even with all the special considerations to be made as the field of Additive Manufacturing develops, it is clear that A.M. is one of the biggest steps in metals since the Iron Age. Managed properly, it will open doors as significant as the introduction in 1855 of the Bessemer Process for converting steel by Henry Bessemer at his steelworks in Sheffield, England.
In 1840, it took 2,080 manhours to produce one ton of steel. By 1915 it took only 22.3 manhours, and by 2015 only 1.9 manhours were required to produce one ton of steel.
At present, there are significant limitations in the size of parts that can be made, but that is changing quickly. Given the current rapid advance of technology, we may be able to produce nearly finished parts weighing tons in only minutes, with minimal manhours required.